
Kapsul keras popular dalam kedua-dua farmaseutikal dan suplemen kerana ia mengendalikan pelbagai jenis isian—serbuk, granul, pelet atau campuran—dan ia boleh diskalakan tanpa mengubah bentuk dos. Cabarannya ialah garisan kapsul keras boleh menjadi sensitif terhadap perubahan kecil. Keadaan cangkerang mempengaruhi pembukaan dan penutupan. Aliran isian dan kelakuan campuran mempengaruhi variasi berat. Kelembapan, statik dan amalan pemakanan sering muncul dengan cepat sebagai penolakan dan masa henti.
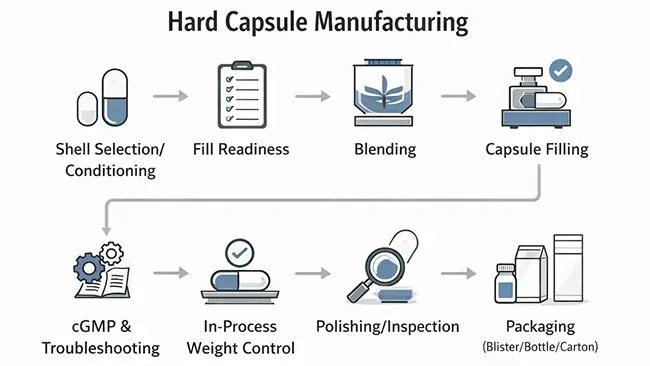
Dalam panduan ini, pembuatan kapsul bermaksud menghasilkan kapsul keras yang diisi menggunakan cangkerang kosong yang dibeli. Aliran kerja bermula daripada pemilihan cangkerang dan pengendalian terkawal melalui kesediaan pengisian, pengadunan, pengisian kapsul keras, kawalan dalam proses, pemeriksaan, pematuhan dan asas penyelesaian masalah, dan akhirnya pembungkusan utama dan perlindungan penyimpanan.
Peringkat 1 — Pembuatan Kapsul: Pemilihan Cangkang & Pengendalian Masuk (Gelatin vs HPMC)
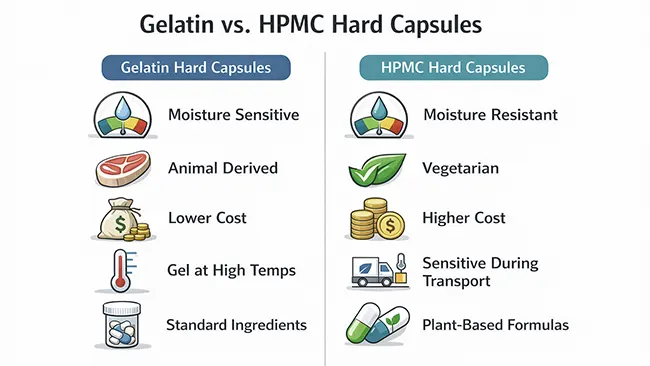
Pilihan cangkerang menetapkan had untuk pembuatan kapsul keras yang lain. Bagi kapsul keras yang diisi, keputusan biasa adalah antara gelatin dan HPMC (vegetarian) cangkerang.
Pemilihan praktikal biasanya merangkumi tiga perkara:
● Kepekaan formulasi: Isian higroskopik atau sensitif kelembapan meningkatkan risiko penggumpalan, melekat dan hanyutnya berat, jadi pilihan dan pengendalian cangkerang lebih penting.
● Keperluan pasaran: Kedudukan vegetarian atau jangkaan yang dipacu oleh rantau sering menunjukkan HPMC.
● Ketekalan kos dan bekalan: Gelatin digunakan secara meluas dan selalunya lebih kos efektif apabila keadaan pengendalian stabil.
Cangkerang yang masuk harus dianggap sebagai bahan terkawal. Keadaan penyimpanan semasa transit, konsistensi kelompok demi kelompok dan bagaimana cangkerang disusun sebelum pengeluaran boleh muncul kemudian sebagai kerapuhan, pelembutan, masalah statik atau masalah penutupan—isu yang mudah dipersalahkan pada pengisi tetapi selalunya bermula di hulu.
|
Faktor |
Kapsul Gelatin |
Kapsul HPMC |
|
Sebab biasa untuk memilih |
Kos efektif, digunakan secara meluas |
Kedudukan vegetarian; kesesuaian pasaran yang luas |
|
Kepekaan kelembapan |
Lebih sensitif terhadap pengendalian ayunan |
Selalunya lebih bertoleransi, masih memerlukan kawalan |
|
Padanan terbaik tipikal |
Serbuk/granul stabil dengan penyimpanan terkawal |
Isi higroskopik atau "rumit"; keperluan vegetarian |
|
Risiko pengendalian biasa |
Kerapuhan (terlalu kering) atau pelembutan (terlalu lembap) |
Variasi mengikut gred; selaraskan jangkaan prestasi |
|
Nota pembubaran |
Tingkah laku asas biasa |
Boleh berbeza mengikut gred/formulasi; sahkan jika kritikal |
|
Praktikal bawa pulang |
Pilihan yang kukuh dengan keadaan pengendalian yang stabil |
Pilihan yang kukuh apabila keperluan formulasi/pasaran mendorongnya |
Cangkang yang betul pun boleh rosak jika ia dikendalikan dengan buruk. Dalam pembuatan kapsul, pengkondisian cangkerang adalah salah satu cara terpantas untuk mencegah penolakan awal tanpa mengubah sebarang parameter pengisi. Kapsul keras kosong harus disimpan di bawah suhu dan kelembapan terkawal, kemudian dikondisikan sebelum pengeluaran supaya mencapai keseimbangan yang stabil. Melangkau langkah ini selalunya membawa kepada masalah yang boleh dielakkan pada pengisi: kapsul yang retak semasa pengendalian, penutup yang tidak duduk secara konsisten, atau masalah pemakanan yang didorong oleh statik.
Pastikan pendekatan mudah dan boleh diulang:
● Alam Sekitar Gunakan kawasan yang bersih dan stabil dengan kelembapan terkawal. Perubahan pantas adalah lebih teruk daripada keadaan stabil yang sedikit tersasar daripada sasaran.
● Pementasan Biarkan cangkerang menyesuaikan diri sebelum membuka beg atau dram. Pengambilan lembapan yang tidak sekata boleh menyebabkan kelakuan yang tidak konsisten di lot yang sama.
● Kawalan pendedahan Minimumkan masa pembukaan. Tutup semula bekas separa dan jauhkan cangkerang yang terbuka daripada sumber kelembapan dan aliran udara yang kuat.
Jika tolakan naik secara tiba-tiba pada permulaan operasi dan tetapan mesin tidak berubah, periksa keadaan dan pengendalian cangkerang terlebih dahulu.
Banyak masalah pengisian adalah masalah bahan. Dalam pembuatan kapsul, dos yang stabil bermula dengan kesediaan bahan—aliran, kelembapan dan elektrostatik. Sebelum kelompok sampai ke mesin pengisian kapsul, pastikan bahan pengisian sedia untuk mengalir, menyalurkan dan mendosa. Formula yang sama boleh bertindak dengan sangat berbeza bergantung pada kelembapan, taburan saiz zarah dan sejarah pemprosesan.
Perkara-perkara penting dalam kesediaan:
● Kebolehaliran Aliran yang lemah meningkatkan variasi berat dan boleh menyebabkan penyambungan. Granulasi, alat bantu aliran atau pelarasan saiz zarah mungkin diperlukan.
● Kandungan lembapan Kelembapan yang terlalu banyak boleh menyebabkan lekatan dan pembentukan; terlalu sedikit boleh memburukkan lagi keadaan statik dan habuk. Kedua-duanya boleh mengganggu kestabilan dos.
● Saiz zarah dan halus : Lebihan halus meningkatkan kekotoran dan habuk; zarah yang terlalu besar boleh menyebabkan masalah pengisian dan penutupan yang tidak konsisten.
● Kelekitan dan elektrostatik Kedua-duanya boleh menyebabkan penyusuan yang tidak menentu, terutamanya apabila masa larian meningkat.
Jika garisan kelihatan baik untuk beberapa minit pertama dan kemudian hanyut, syak ada perubahan perlahan dalam tingkah laku serbuk—pengambilan kelembapan, haba, penyatuan dalam corong atau pengasingan.
Peringkat 4 — Penggabungan untuk Keseragaman (Mencegah Pengasingan)
Pengisaran bukan sahaja bertujuan untuk menjadikan campuran kelihatan seragam. Matlamatnya adalah untuk memastikan dos seragam semasa pemberian makanan, yang bermaksud mencegah pengasingan selepas pengisaran—semasa pemindahan, pemuatan corong, dan keseluruhan proses.
Pemacu biasa pengasingan termasuk perbezaan ketumpatan, taburan saiz zarah yang luas, getaran semasa pengangkutan dan ketinggian jatuhan yang panjang semasa pemindahan. Kawalan praktikal yang membantu:
● Susunan dan masa adunan : Tambahkan pelincir dan komponen dos rendah dengan cara yang menyokong pengagihan sekata tanpa terlebih adunan.
● Kaedah pemindahan Pemindahan yang lembut dan laluan yang konsisten mengurangkan pemisahan.
● Logik persampelan Sahkan keseragaman dengan cara yang mencerminkan apa yang dilihat oleh mesin dari semasa ke semasa, bukan hanya apa yang paling mudah untuk disampel.
Jika kapsul awal lulus dan kapsul kemudian menjadi ringan/berat, puncanya selalunya pengasingan dalam sistem suapan, bukan perubahan "misteri" dalam prestasi mesin.
Ini merupakan teras pembuatan kapsul untuk kapsul keras yang diisi. Tahap peralatan dan pendekatan dos hendaklah sepadan dengan saiz kelompok, keperluan ketepatan, tingkah laku produk dan kekerapan pertukaran.
Memilih tahap mesin
● Manual Terbaik untuk percubaan dan kelompok yang sangat kecil. Daya pemprosesan yang rendah, input buruh yang tinggi dan pengaruh pengendali yang kuat.
● Mesin pengisian kapsul separa automatik Berguna apabila anda memerlukan output yang lebih tinggi tanpa kerumitan automasi penuh. Selalunya merupakan langkah praktikal untuk jumlah komersial yang kecil.
● Mesin pengisian kapsul automatik Dibina untuk daya pemprosesan yang lebih tinggi dan kawalan yang boleh diulang. Ini biasanya paling sesuai apabila masa henti dan kebolehubahan lebih mahal daripada mesin.

Apabila anda menyenarai pendek pembekal untuk mesin pengisian kapsul automatik, minta bukti bahawa mesin itu kekal stabil dari semasa ke semasa, bukan sekadar dakwaan kelajuan. Contohnya, di Rich Packing, peralatan keluar biasanya disahkan dengan ujian larian berterusan serta tetingkap pengesahan beban tinggi sebelum penghantaran, yang membantu mendedahkan hanyutan dan penghentian kecil lebih awal.
Memahami pilihan dos
Dua mekanisme dos yang sering dibincangkan ialah sistem pin tamping dan sistem dosator. Kedua-duanya bertujuan untuk menghantar dos yang konsisten ke dalam badan kapsul, tetapi ia boleh bertindak secara berbeza bergantung pada kebolehmampatan serbuk, kohesi dan berat isian sasaran. Pilihan yang lebih baik ialah pilihan yang kekal stabil dengan bahan dan tempoh operasi anda, dengan pembersihan dan pertukaran yang boleh diurus.
|
Faktor |
Manual |
Separuh automatik |
Automatik |
|
Terbaik untuk |
R&D, sampel, percubaan |
Komersial kecil, pertukaran yang kerap |
Peningkatan skala, output stabil, volum yang lebih tinggi |
|
Output biasa |
Rendah |
Sederhana |
Tinggi |
|
Kawalan & kebolehulangan |
Bergantung pada pengendali |
Diperbaiki, masih dipengaruhi oleh pengendali |
Kawalan larian yang tinggi dan konsisten |
|
Tukar ganti & pembersihan |
Mudah, lebih perlahan |
Sederhana |
Direka untuk kebolehulangan, memerlukan disiplin |
|
Tahap pelaburan |
Terendah |
Pertengahan |
Tertinggi |
|
Praktikal bawa pulang |
Bagus untuk mempelajari produk ini |
Jambatan yang baik untuk pengkomersialan awal |
Terbaik apabila kestabilan dan daya pemprosesan paling penting |
Bagi pembuatan kapsul, walaupun dengan mesin pengisian kapsul yang betul, variasi berat boleh berubah-ubah apabila keadaan berubah. Kawalan dalam proses adalah tentang mengesan perubahan awal dan membetulkannya sebelum bahan buangan terkumpul.
Punca-punca biasa termasuk perubahan tingkah laku serbuk (pengambilan kelembapan, statik, pemekatan), pemberian makanan yang tidak konsisten dan peningkatan beransur-ansur pada bahagian dos. Kawalan yang berfungsi dalam pengeluaran harian:
● Pemeriksaan trend Jejaki berat dari semasa ke semasa. Satu pemeriksaan mengejut boleh terlepas pandang corak hanyutan.
● Isyarat tingkah laku bahan Perhatikan perubahan dalam habuk, aliran atau penyambungan. Ini sering muncul sebelum kegagalan berat.
● Disiplin pelarasan : Tukar satu pembolehubah pada satu masa dan sahkan impaknya dengan tetingkap persampelan yang konsisten.
Larian yang stabil datang daripada kawalan yang boleh diulang, bukan "tetapan yang sempurna".

Selepas pengisian, kapsul sering membawa habuk halus atau permukaan yang boleh menjejaskan penampilan dan prestasi hiliran. mesin penggilap kapsul (sering digandingkan dengan penyahhabuk) mengurangkan serbuk longgar yang boleh mengganggu pembungkusan dan membantu memberikan kemasan yang konsisten.
Pemeriksaan memberi tumpuan kepada kecacatan yang memberi kesan kepada kualiti dan kecekapan talian:
● Kapsul retak atau kemek (sering dikaitkan dengan pengkondisian cangkerang atau tekanan mekanikal)
● Penutup longgar atau penutupan yang lemah
● Kapsul yang cacat penghantar dan pembungkus yang jem
● Pencemaran yang ketara atau debu yang banyak
● Outlier kurang isi/lebih isi yang terlepas jika persampelan terlalu ringan
Peringkat ini melindungi prestasi hiliran. Masalah pembungkusan sering bermula apabila kecacatan memasuki barisan pembungkusan.
Pematuhan terbina dalam cara rangkaian beroperasi: bahan terkawal, tetapan yang didokumenkan, pembersihan yang ditetapkan dan keputusan yang jelas apabila sesuatu hanyut. Dalam pembuatan kapsul keras, disiplin CGMP asas juga menjadikan penyelesaian masalah lebih pantas dan hasilnya lebih boleh diulang. Pentadbiran Makanan dan Ubat-ubatan AS )
Keperluan pematuhan
● Kawalan bahan : Kelayakan pembekal, cek masuk, pelabelan status dan storan terkawal.
● Rekod kelompok Dokumenkan parameter yang mempengaruhi kualiti—jenis cangkerang, keadaan adunan, tetapan mesin dan hasil dalam proses.
● Perubahan dan pembersihan Tentukan langkah dan pengesahan, terutamanya apabila menukar produk atau bahan sensitif alergen.
● Penyelenggaraan dan penentukuran : Penyelenggaraan pencegahan mengurangkan hanyutan dan perhentian yang tidak dirancang.
● Latihan dan penyimpangan Pengendali memerlukan peraturan yang konsisten untuk pelarasan, persampelan dan peningkatan.
Corak penyelesaian masalah (pemeriksaan pantas)
● Berat hanyut ringan/berat Periksa kelakuan serbuk terlebih dahulu (aliran, kelembapan, pengasingan), kemudian kestabilan penyuapan, kemudian pengumpulan atau haus pada bahagian dos.
● Keretakan dan penyok Periksa semula pengkondisian dan pengendalian cangkerang, kemudian kenal pasti titik tegasan mekanikal pada antara muka pemindahan.
● Had longgar/kegagalan penutupan Sahkan saiz/kepadanan cangkerang, semak kesan kelembapan dan semak penjajaran dan kehausan stesen penutup.
● Lonjakan penolakan secara tiba-tiba Cari perubahan huluan—lot cangkerang baharu, perubahan persekitaran, amalan pengisian semula corong atau trend pembentukan awal.
Urutan penyelesaian masalah yang konsisten—bahan, persekitaran, pemberian makanan, kemudian tetapan mesin—mengurangkan tekaan dan memendekkan masa henti.
Dalam pembuatan kapsul, pembungkusan adalah sebahagian daripada perlindungan produk—bukannya sesuatu yang difikirkan kemudian—kerana ia menentukan sejauh mana kapsul tahan lama semasa penyimpanan dan pengangkutan. Pilihan pembungkusan yang tepat bergantung pada kepekaan kelembapan, format dos dan cara produk akan dikendalikan dalam pengedaran.
Pembungkusan lepuh sering dipilih apabila persembahan dos unit, prestasi penghalang dan kemudahan pengguna penting—biasanya dihasilkan pada mesin pembungkusan lepuh menggunakan struktur penghalang yang sesuai. Botol adalah perkara biasa untuk format berbilang dos, sering digabungkan dengan bahan pengering dan kawalan penutupan untuk menguruskan pendedahan kelembapan selepas pembukaan; laluan ini sering dipasangkan dengan talian pengiraan dan pembotolan kapsul . Untuk pembentangan dan pengedaran yang sedia untuk runcit, pembungkusan sekunder biasanya dikendalikan oleh mesin pengekodan untuk melindungi bungkusan semasa transit dan menyokong pelabelan dan kebolehkesanan.
Jika kapsul menjadi lembut, menjadi rapuh, atau menunjukkan perubahan rupa di rak, siasat rantai penuh: pilihan dan pengkondisian cangkerang, sifat kelembapan isian, dan prestasi penghalang pek yang dipilih.
Output yang stabil datang daripada asas-asas yang berdisiplin: pilih cangkerang yang betul, kendalikan dan kondisikannya secara konsisten, sahkan suapan bahan isian yang boleh diramalkan, adunan untuk menahan pengasingan dan jalankan pengisian dengan kawalan dan pemeriksaan dalam proses yang boleh diulang. Dengan disiplin pematuhan dan pembungkusan yang sepadan dengan sensitiviti produk, pembuatan kapsul boleh diskalakan tanpa mengejar hanyutan, penolakan dan masa henti.
HPMC sering dipilih apabila isian sensitif terhadap kelembapan atau apabila kedudukan vegetarian diperlukan. Pilihan terbaik bergantung pada bagaimana sistem penuh berfungsi di bawah keadaan penyimpanan dan tetingkap kelembapan pengeluaran anda.
Punca-punca biasa termasuk perubahan tingkah laku serbuk (pengambilan lembapan, statik, penyatuan), ketidakstabilan suapan, amalan corong dan peningkatan secara beransur-ansur pada bahagian dos. Berat yang berubah mengikut trend dari semasa ke semasa membantu mengesan hanyutan lebih awal.
Pilih berdasarkan kestabilan serbuk, berat isian sasaran dan tempoh penggunaan anda. Mekanisme yang mengekalkan dos yang konsisten dengan pembersihan dan pertukaran yang boleh diurus biasanya lebih sesuai.
Pengkondisian dan pengendalian cangkerang merupakan penyumbang yang kerap. Cangkang yang terlalu kering boleh menjadi rapuh, manakala tekanan mekanikal pada titik pemindahan boleh menyebabkan kapsul kemek atau retak. Semak pementasan cangkerang, persekitaran dan antara muka pemindahan.
Lepuh boleh menawarkan prestasi penghalang dos unit yang kuat apabila bahan penghalang tinggi digunakan. Botol juga boleh berfungsi dengan baik dengan kawalan penutupan dan bahan pengering yang baik, tetapi ia terdedah kepada pembukaan berulang semasa penggunaan.
Sahkan kestabilan cangkerang di bawah keadaan pengendalian anda, sahkan aliran isian dan kestabilan adunan, sahkan bahawa tetapan pengisi mengekalkan berat dalam had masa dan sahkan bahawa pemeriksaan dan pembungkusan melindungi kualiti melalui penyimpanan dan pengangkutan.
● FDA: Peraturan Amalan Pengilangan Baik (CGMP) Semasa. ( Pentadbiran Makanan dan Ubat-ubatan AS )
● eCFR: 21 CFR Bahagian 211 — CGMP untuk farmaseutikal siap.
● Bab Umum USP <905> Keseragaman Unit Dos (halaman rasmi).
● ICH Q9 Pengurusan Risiko Kualiti (garis panduan). (database.ich.org)
● Sistem Kualiti Farmaseutikal ICH Q10 (garis panduan). database.ich.org )

E-mel : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Rangkaian IPv6 disokong
Rangkaian IPv6 disokong 












 Rumah
Rumah Produk
Produk






